想一睹大连《庄河》【本地】矿渣微粉钢板仓企业-实力大厂产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
以下是:庄河大连《庄河》【本地】矿渣微粉钢板仓企业-实力大厂的图文介绍

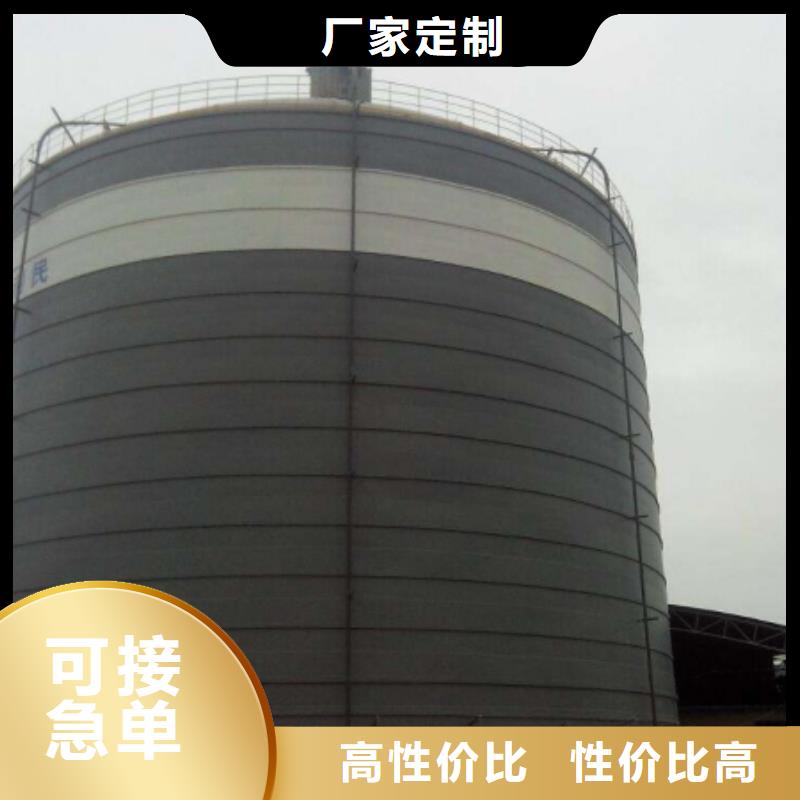
钢板仓主要用于储存水泥、庄河粉煤灰、庄河本地矿渣微粉、庄河当地熟料、庄河当地粮食等粉、庄河粒状物料,也可用于储存硫酸等液体。钢板仓的发展已有100多年的历史, 在国外得到广泛应用。钢板仓按构造可分为焊接式、庄河卷板式、庄河当地装配式,具有仓储量大、庄河施工时间短、庄河同城投资少、庄河本地安全可靠、庄河当地节能环保、庄河本地用途广泛等优点。
焊接式钢板仓一般采用4—22mm的钢板加槽钢、庄河当地工字钢等焊接而成,焊接钢板仓的气密性非常好。由于焊接钢板仓仓体钢板厚度大,整体强度高,仓体高度可以建造的比较高,所以焊接式钢板仓的容量较大。而且只要钢板仓保养得当,使用寿命能达50年以上。
焊接式钢板仓存储容量大。
根据设计计算准则,焊接钢板仓仓壁厚更适合较大的容量,目前正在使用的直径已达60米。如有需求还可以加大。


焊接式钢板仓在跨国物流中的应用及其挑战与机遇?
在跨国物流中,焊接式钢板仓作为一种重要的物流设施,发挥着重要的作用。然而,跨国物流也面临着一些挑战和机遇。首先,由于不同 和地区的法律法规、庄河质量标准和技术要求存在差异,需要企业加强沟通和协调,确保钢板仓的设计和制造符合当地的要求。其次,跨国物流需要面对复杂的运输和清关流程,需要企业具备强大的物流网络和协调能力。然而,跨国物流也为企业带来了更多的机遇。通过拓展海外市场和参与国际竞争,企业可以提高自身的品牌知名度和竞争力。同时,通过学习和借鉴国际先进经验和技术,可以促进企业自身的技术创新和升级。因此,在跨国物流中,焊接式钢板仓企业需要积极应对挑战并抓住机遇,实现跨越式发展。



裕盛钢板仓有限公司占地面积21000平方米,拥有员工374人,其中技术人员86人,工程师21人,技术实力雄厚、经验丰富。在全体员工的努力下,不断创新,同时公司每年投入大量资金引进先进技术及工艺,添置精良加工、检测设备。 【钢板库】、粮仓钢板仓、装配式储粮仓、玉米储存罐、镀锌装配式钢板仓、粮食储存罐、产品广泛应用于各行业,并获得一致的好评。







 扫一扫
扫一扫